
- Startseite
- |
- Produkte
- |
- Gewinde-Ausbohrer
- |
- VHM Gewindebohrer
- |
- M5 4,20mm x 50mm VHM-Gewindebohrer-Ausbohrer
Vollhartmetall Gewindebohrer-Ausbohrer


Beschreibung des Produkts
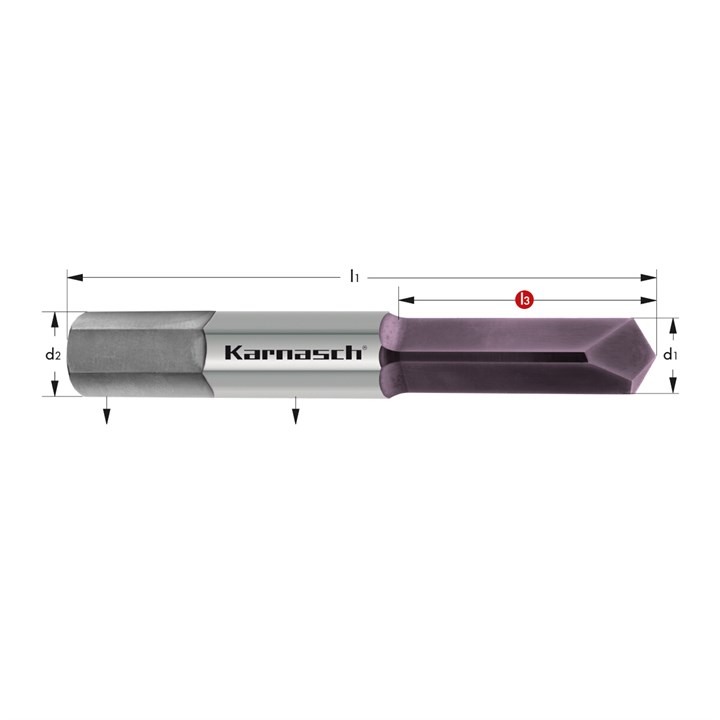
Vollhartmetall Gewindebohrer-Ausbohrer
Durch sechskant und zylindrischen Schaft kann das Ausbohren auf NC Maschinen erfolgen sowie auf manuellen Maschinen mit Drei- oder Vierbackenfutter.
Mit einem Gewindeausbruchbohrer können ca. 1–5 Gewinde ausgebohrt werden.
Ein Nachschleifen von Gewindeausbruchbohrern ist nicht rentabel.
Bei richtigem Einsatz wird bei allen Materialien, auch Cu und Al sowie gehärteten Materialien das Kernloch nicht beschädigt.
Schnittwerte für Tisch- und Ständerbohrmaschinen
Schmierung: Trocken oder Nass.
Achtung: bei Bearbeitung mit Schmierung besteht Verklebungsgefahr
Drehzahl: 1000–1500 U/min
Bedienungsanleitung
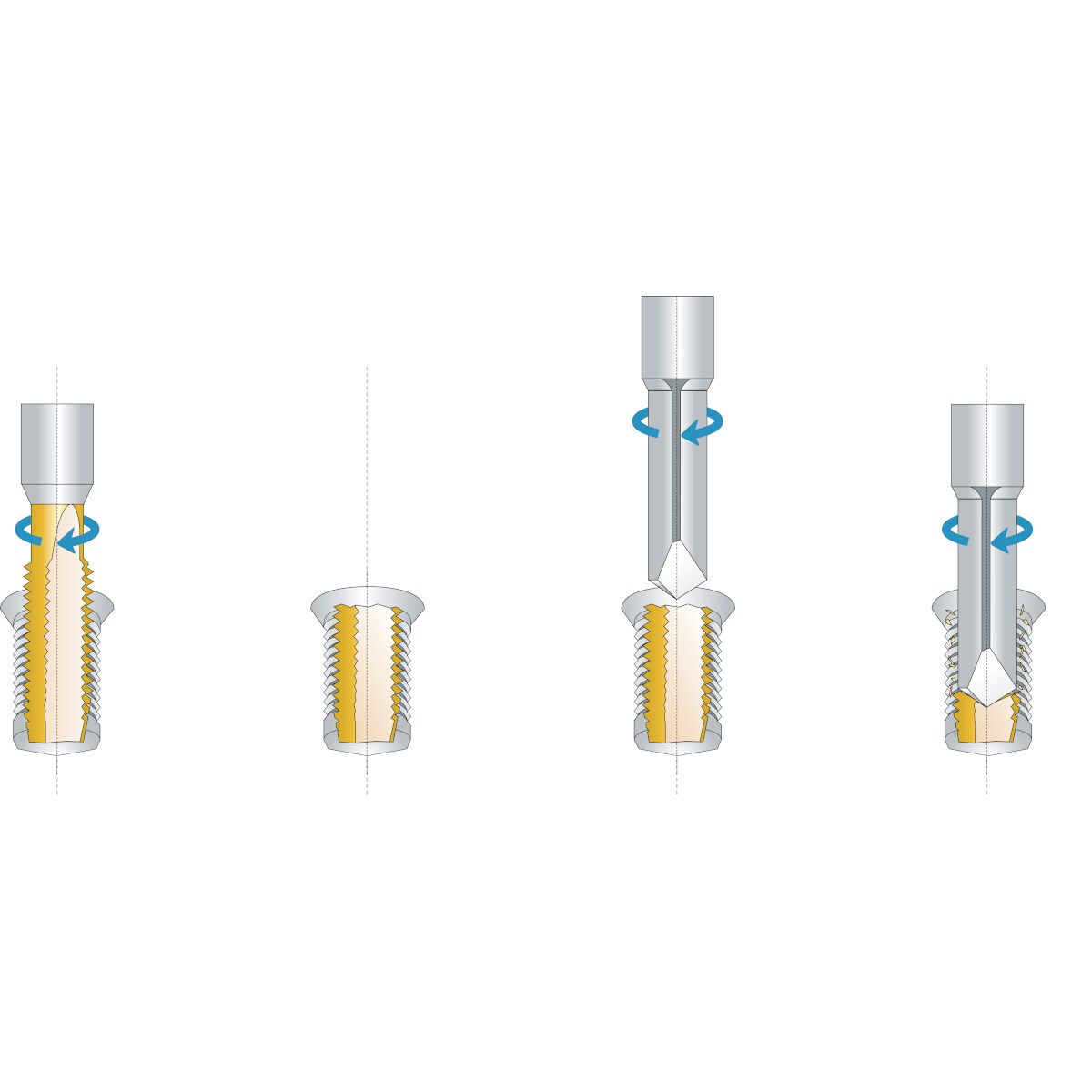
1. Das Werkstück muss sehr stabil eingespannt werden
2. Den überstehenden Teil des Gewindebohrers mit dem Werkstück plan machen
3. Zentrieren des Gewindeausbruchbohrers durch mehrmaliges „Antippen“. Beim Zentrieren auf einer CNC Maschine, einen geringen Vorschub wählen
4. Der Ausbohrvorgang kann auf einer NC-Maschine mit Schmierung (Achtung: verklebungsbefahr), sowie von Hand auf einer Tisch- oder Ständerbohrmaschine durchgeführt werden. Mehrmaliges entfernen der Späne ist bei allen Maschinen zwingend notwendig.
5. Verbleibende Späne nach dem Ausbohrvorgang mit Druckluft entfernen.
6. Mit einem neuen Gewindebohrer das Gewinde erneut schneiden.
7. Nach der Gewindefertigstellung mit einem Gewindelehrdorn die Maßhaltigkeit prüfen.
Downloads
Für dieses Produkt steht derzeit kein Zusatzmaterial zum Herunterladen zur Verfügung.