
- Home
- |
- Products
- |
- Threading
- |
- Solid Carbide Taps
- |
- M6 5,00mm x 50mm Solid Carbide Jammed Tap Removal Drill
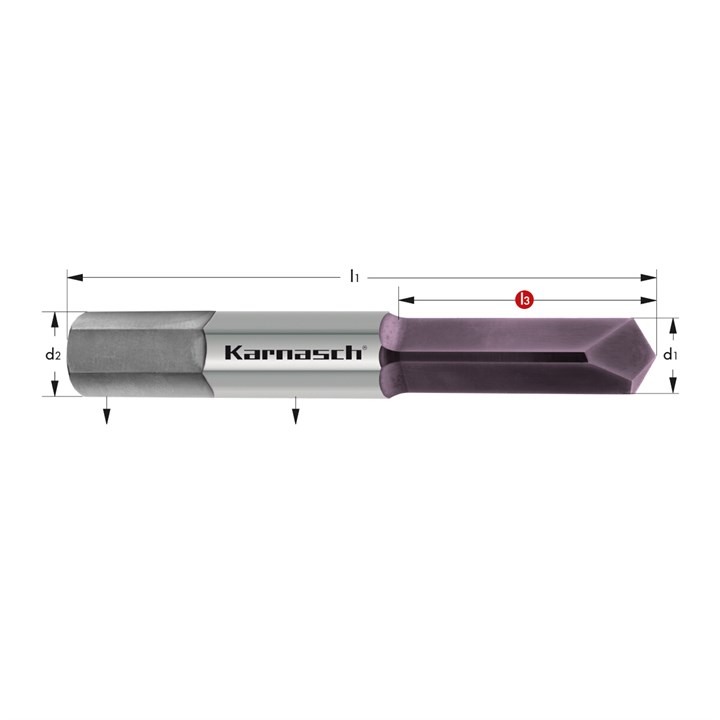
Solid Carbide Jammed Tap Removal Drills


Product Description
Because of hexagonal and cylindrical shank drilling can be performed on NC machines as well as on manual machines with three or four-jaw chucks.
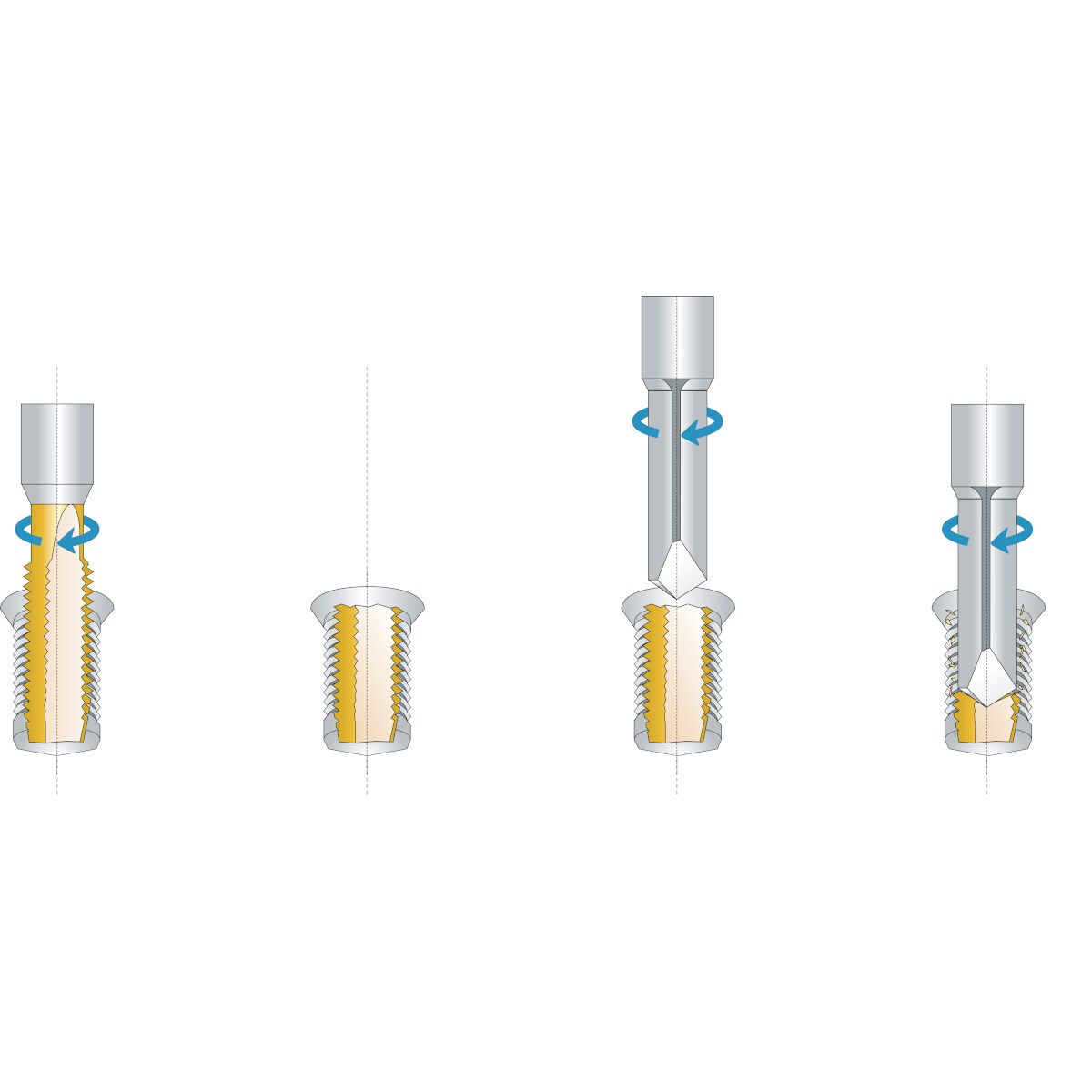
1–5 taps can be remove with one drill to remove jammed taps.
Regrinding of drills to remove jammed taps is not economical. Due to the hexagon this drill can also be clamped in normal three-orfour-jaw chucks. In case of correct use the core hole will not be damaged in all meterials, also in Cu or AI and hardened materials.
Cutting data for bench drilling and column drilling machine
Lubrication: Dry or wet (risk of stick together with lubrication)
Speed: 100–1500 r/min
Operation instruction
- The workpiece has to be clamped very solid and safe.
- The overlapping part on the tap has to be made plane with the workpiece.
- Centering of the drill by multiple tip-centering. In case of tip-centering with NC machine please choose a lower cutting speed.
- The remove of tap can be made with an NC machine with lubrication (Attention: risk of stick together) also by hand with a bench drilling or column
- Remove of remaining chippings with compressed air or with a scriber.
- New thread cutting with a new tap.
- After finishing the new thread please test the size accuracy.
Hardcoat Coating
Ideal for all steels.
- Coating technology: PVD
- Micro hardness: 3500 HV0.05
- Coating material: TiAlN based
- Coating thickness: Diameter-related
- Max. operating temperature: 1000 degrees C
Our special Hardcoat coating achieves excellent results when tapping due to its high hardness and yet elastic layer structure.
Product Downloads
There are no download types with downloads for this product.